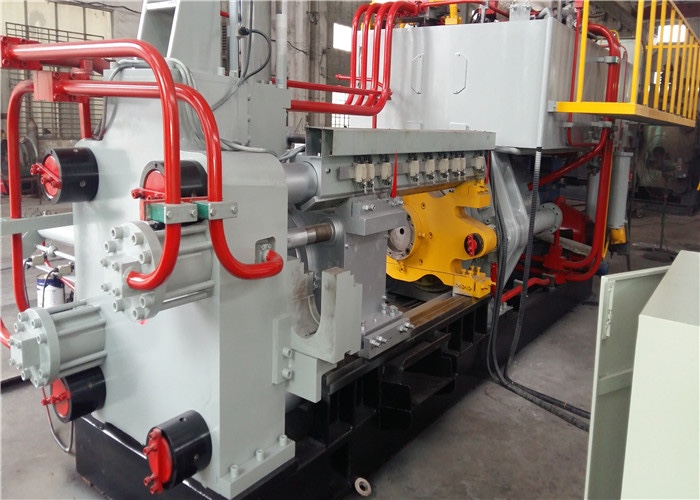
Экструзионная машина для алюминия одностороннего действия
- ruijia extruders
- Цзянсу
- 20 дней
- 100 комплектов / месяц
Мы являемся профессиональным поставщиком оборудования для экструзии металла , Мы можем разработать для вас целую программу Вам необходимо только предоставить следующую информацию:
1. Чертеж
2. Требования к материалам
продукта 3. Использование продукта
4. Выход
Экструдер подходит для различных деформируемых материалов. металлические экструзии, особенно для экструзии металлов из меди, алюминия, свинца, цинка, серебра и т. д.
Основными частями являются узел главного цилиндра, узел передней балки, подвижная балка, которая приводит в движение шток выдавливания, экструзионный цилиндр (передний и задний), устройство подачи шпинделя, устройство смены матриц, основные ножницы с автоматическим снижением давления и гидравлическое устройство.Использование ПЛК (опциональная марка), гидравлического коллектора (клапан картриджа), группы двигателей масляного насоса (масляный насос управления скоростью, сервопривод) для достижения плавного регулирования скорости (постоянная скорость), ручного автоматического переключения и других функций.
Наши экструдеры для алюминия просты в эксплуатации, обладают высокой степенью автоматизации и энергоэффективностью.

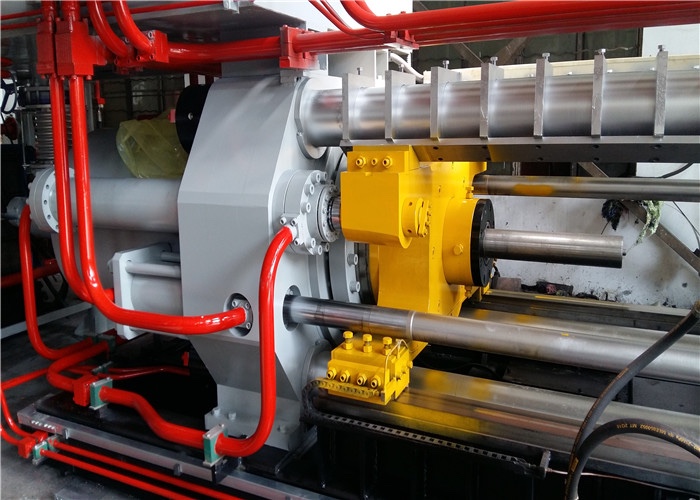
Введение в экструзионную машину:
Узел главного цилиндра и узел передней балки экструдера соединены четырьмя натяжными колоннами Φ170 мм. Подвижная балка, отжимной цилиндр, шпиндельный питатель, устройство смены штампа, основные ножницы с автоматическим понижением давления и гидравлическое устройство приводятся в движение отжимным стержнем. Основание экструдера представляет собой сварную стальную конструкцию.
1. главный цилиндр в сборе :
Главный и боковой цилиндры оснащены главными плунжерами одностороннего и двустороннего действия соответственно. Во втулках этих цилиндров используется медная втулка из материала 6-6-3 (с использованием процесса низкотемпературного монтажа), в то время как основной плунжер уплотнен V-образным кольцом и медной втулкой. Отрегулируйте зазор между фланцем и фланцем цилиндра, чтобы обеспечить точность уплотнения. Задний конец главного цилиндра оснащен большим напорным клапаном, чтобы рабочее масло могло беспрепятственно перетекать из бака в главный цилиндр, когда главный плунжер перемещается вперед. Главный цилиндр изготовлен из кованой стали № 35, а главный плунжер - из легированного чугуна и отполирован.
2. Узел передней балки и устройство для смены формы
Передняя балка изготовлена из высококачественной литой стали марки 35 #. Седло пресс-формы имеет два рабочих положения: положение выдавливания и положение очистки. Скользящая в передней балке, приводится в действие гидроцилиндром двустороннего действия.
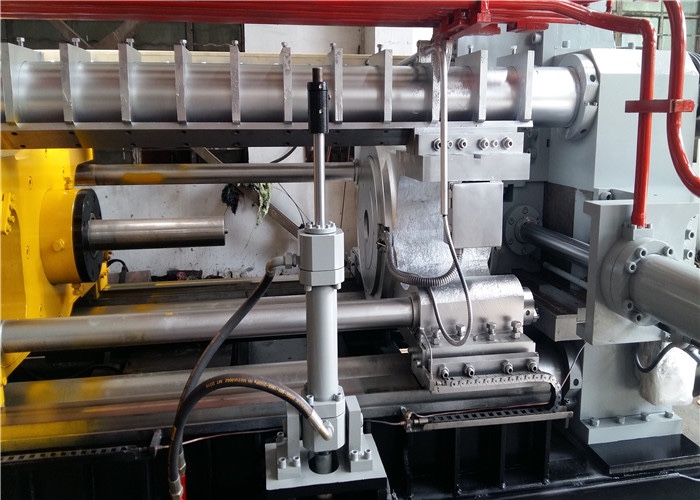
3. Основная подвижная балка и состав экструдированного стержня :
Экструзионный стержень прочно закреплен на переднем конце подвижной балки с помощью сальника нажимного стержня. Подвижная направляющая балки расположена плоско у нижней направляющей, а верхняя направляющая наклонена и поддерживается и направляется основанием во всем диапазоне хода.
4. Узел экструзионного цилиндра :
Узел экструзионного цилиндра состоит из рубашки сжимающего цилиндра, резистивного нагрева и т.п. Направляющая экструзионного цилиндра использует нижнюю направляющую плоского типа, а верхняя направляющая - наклонного типа, которая поддерживается и направляется основанием во всем диапазоне хода, так что перемещение экструзионного цилиндра остается плавным. Экструзионный цилиндр приводится в действие двумя (или четырьмя) цилиндрами, встроенными в заднюю балку.
5. ножницы :
Внутри передней балки монтируются вертикальные ножницы. Устройство набивки давления с приводом от цилиндра обеспечивает полное разделение давления и торца формы. Гидравлический цилиндр, приводящий в движение ножницы, находится на значительном расстоянии от экструзионного цилиндра, пресс-формы и других нагревательных элементов, поэтому уплотнения гидроцилиндра не нагреваются для обеспечения длительного срока службы.
6. перевозчик :
Держатель прикреплен к основной раме экструдера. Он приводится в движение с помощью гидравлического цилиндра и поворот автоподстройки с механизмом поддержки блока клиновидным, чтобы гарантировать, что слитка остается в центре во время процесса загрузки.
7. Система обогрева отжимных трубок :
Экструзионный цилиндр нагревается внешним резистивным нагревательным элементом (линейным или кольцевым). Нагревательные элементы разделены на три группы и автоматически управляются по методу звезды и треугольника для поддержания точной рабочей температуры экструзионного цилиндра.
8. гидравлическая система :
Гидравлическая мощность экструдера обеспечивается электрогидравлическим пропорциональным регулирующим плунжерным насосом и лопастным вспомогательным насосом для количественного анализа. Количество масла, подаваемого в главный насос, регулируется устройством предварительной настройки. Обратный клапан, разгрузочный клапан, предохранительный клапан, логический вентиль и централизованный блок клапаны станция используется, чтобы сформировать простую линию утечки масла избежать. Клапан серии Luo имеет преимущество управления высоким давлением и большим потоком без ударов. Все трубопроводы высокого давления изготавливаются из бесшовных стальных труб с торцевым фланцевым соединением с уплотнительным кольцом или резьбовым соединением с глубокой резьбой.
Всасывающий клапан (дроссельная заслонка) главного цилиндра установлен вне топливного бака, поэтому нет необходимости вентилировать топливный бак во время обслуживания.
9. смазка :
Подвижная балка главного цилиндра и экструзионный цилиндр являются самосмазывающимися устройствами. Ножницы и основы форм смазываются вручную.
10. Охлаждение:
Пластинчатый теплообменник может быть изменен в соответствии с требованиями заказчика или может быть установлено отдельное специальное оборудование для охлаждения масла, чтобы гарантировать, что температура масла соответствует требованиям экструдера.
11. операция :
1. цикл экструзии :
Управление экструзией позволяет использовать полностью автоматические повторяющиеся циклы или полунепрерывные автоматические циклы. Экструдер может обеспечивать следующие рабочие циклы:
1) Цикл на основе режима управления ion
A. руководство :
Б. автоматический цикл (начиная с экструзионной трубки)
2) Скорость экструзии (дополнительная постоянная скорость) :
Скорость экструзии можно регулировать от нулевой бесступенчатой скорости до максимального значения скорости с помощью предварительно настроенного устройства на рабочем экране. В автоматическом цикле скорость экструзии может быть запрограммирована для определения скорости наполнения, скорости экструзии и степени уменьшения.
3) Контроль температуры экструзионного цилиндра :
4) Нагреватель в экструзионном цилиндре оснащен термопарой. В соответствии с сигналом термопары электрическая энергия вводится в нагреватель, а температура регулируется комплексным устройством для отображения каждой температуры.
5) Контроль безопасности :
Управление экструдером имеет блокировки для предотвращения повреждения оборудования из-за неправильного обращения. На панели управления имеется кнопка аварийного останова.
12. Технические параметры электрической части :
1) Входная емкость и напряжение.
A) Входное напряжение: 380 В переменного тока, 3 фазы, 50 Гц
Б) Контур управления: 220 В переменного тока, 1 фаза, 50 Гц
2) Заземление :
Нейтраль ----------- прочно заземлена.
3) Система питания, 380 В переменного тока, 3 фазы, 50 Гц, мощность (в зависимости от размера устройства)
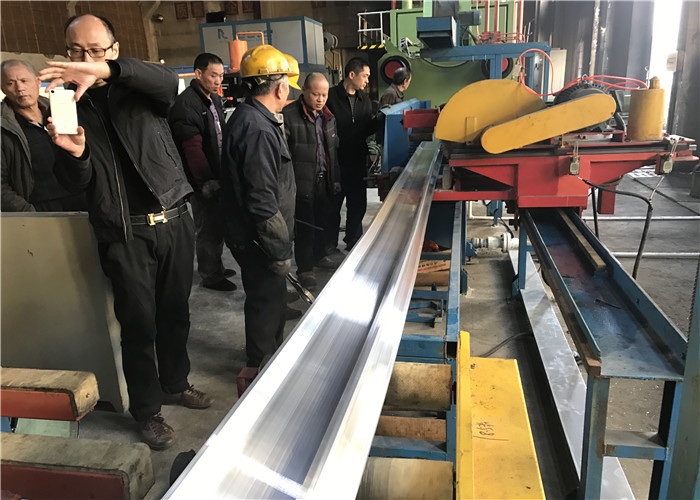
1. Это фотография, сделанная заказчиком при использовании экструдера.
—— Экструдированный алюминий

2. Это фотография, сделанная заказчиком при использовании экструдера.
—— Экструдированный магниевый сплав

3. Это фотография, сделанная заказчиком при использовании экструдера.
—— Экструдированное серебро