Алюминиевый экструзионный пресс




- ruijia
- Цзянсу
- 20 дней
- 100 комплектов/месяц
Мы являемся профессиональным поставщиком экструзионного оборудования для металла. Мы можем составить для вас целую программу. Вам нужно только предоставить следующую информацию:
1. Рисование.
2. Требования к материалам изделия.
3. Использование продукта.
4. выход.
![]()

Представление продукта экструзионной машины:
Главный цилиндр и передняя балка экструдера соединены четырьмя натяжными колоннами диаметром 170 мм. Подвижная балка, прижимной цилиндр, шпиндельный питатель, устройство смены матрицы, главные ножницы с автоматическим снижением давления и гидравлическое устройство приводятся в движение прижимным стержнем. Экструдер поддерживается основанием из сварной стальной конструкции.
1. Главный цилиндр в сборе:
Главный цилиндр и боковой снабжены главными плунжерами одностороннего и двустороннего действия соответственно. Во втулках этих цилиндров используется медная втулка из материала 6-6-3 (с использованием низкотемпературного процесса монтажа), а главный плунжер уплотняется V-образным кольцом и медной втулкой. Отрегулируйте зазор между фланцем и фланцем цилиндра, чтобы обеспечить точность уплотнения. Задняя часть главного цилиндра оснащена наполняющим клапаном большого расхода, обеспечивающим свободный поток рабочего масла из бака в главный цилиндр при быстром движении главного плунжера вперед. Главный цилиндр изготовлен из кованой стали марки 35#, а главный плунжер изготовлен из легированного чугуна и отполирован.
2. Сборка передней балки и устройство смены формы:
Передняя балка изготовлена из высококачественной литой стали марки 35#. Седло формы принимает два рабочих положения: положение экструзии и положение очистки. Сдвижная передняя балка с приводом от гидроцилиндра двойного действия.
3. Основная подвижная балка и состав экструдированного стержня:
Экструзионный стержень прочно закреплен на переднем конце подвижной балки с помощью сальника сжимающего стержня. Подвижная направляющая балки расположена нижней направляющей плоско, а верхняя направляющая наклонена и поддерживается и направляется основанием во всем диапазоне хода.
4. Сборка экструзионного цилиндра:
Узел экструзионного цилиндра состоит из рубашки прессового цилиндра, резистивного нагревателя и т.п. Направляющая экструзионного цилиндра имеет нижнюю направляющую плоского типа, а верхнюю направляющую наклонного типа, которая поддерживается и направляется основанием во всем диапазоне хода, так что движение экструзионного цилиндра остается плавным. Экструдерный цилиндр приводится в движение двумя (или четырьмя) цилиндрами, встроенными в заднюю балку.
5. ножницы:
Вертикальные ножницы установлены внутри передней балки. Прижимное устройство с приводом от цилиндра полностью разделяет давление и торцевую поверхность формы. Гидравлический цилиндр, приводящий в движение ножницы, находится на значительном расстоянии от экструзионного цилиндра, формы и других нагревательных элементов, поэтому уплотнения гидроцилиндра не нагреваются, что обеспечивает длительный срок службы.
6. перевозчик:
Держатель прикреплен к основной раме экструдера. Он приводится в движение гидравлическим цилиндром и шарнирно фиксируется с помощью V-образного механизма опорного блока, обеспечивающего удержание слитка в центре во время процесса загрузки.
7. Система нагрева сжимающей трубки:
Экструзионный цилиндр нагревается внешним резистивным нагревательным элементом (линейным или кольцевым). Нагревательные элементы разделены на три группы и автоматически управляются по схеме «звезда» и «треугольник» для поддержания точной рабочей температуры в экструзионном цилиндре.
8. Гидравлическая система:
Гидравлическая мощность экструдера обеспечивается электрогидравлическим плунжерным насосом с пропорциональным управлением и вспомогательным лопастным насосом количественного действия. Количество масла, подаваемого в главный насос, контролируется устройством предварительной настройки. Обратный клапан, разгрузочный клапан, предохранительный клапан, логический клапан и станция централизованной запорной арматуры используются для формирования простой линии во избежание утечки масла. Клапан серии Луо имеет то преимущество, что позволяет контролировать высокое давление и большой расход без воздействия. Все линии высокого давления выполнены из стальных бесшовных труб с фланцевым соединением с уплотнительным кольцом или резьбовым соединением с глубокой резьбой.
Всасывающий клапан (дроссельный клапан) главного цилиндра установлен снаружи топливного бака, поэтому нет необходимости вентилировать топливный бак во время технического обслуживания.
9. смазка:
Подвижная балка главного цилиндра и экструдерный цилиндр являются самосмазывающимися устройствами. Ножницы и основания форм смазываются вручную.
10. Охлаждение:
Пластинчатый теплообменник может быть выбран в соответствии с требованиями заказчика или может быть установлено независимое специальное оборудование для охлаждения масла, чтобы температура масла соответствовала требованиям экструдера.
11. операция:
1. цикл экструзии:
Управление экструзией позволяет использовать полностью автоматические повторяющиеся циклы или полунепрерывные автоматические циклы. Экструдер может обеспечить следующие рабочие циклы:
1) Контур на основе выбора режима управления:
А. руководство
B. Автоматический цикл (начиная с экструзионной трубки):
2) Скорость экструзии (дополнительная постоянная скорость):
Скорость экструзии можно бесступенчато регулировать от нулевой скорости до максимального значения скорости с помощью устройства предварительной настройки на рабочем экране. В автоматическом цикле скорость экструзии можно запрограммировать для определения скорости наполнения, скорости экструзии и степени измельчения.
3) Контроль температуры экструзионного цилиндра:
4)Нагреватель в экструзионном цилиндре оснащен термопарой. По сигналу термопары в нагрев подается электрическая энергия, а температура контролируется комплексным устройством отображения каждой температуры.
5) Контроль безопасности:
Управление экструдером имеет блокировки, предотвращающие повреждение оборудования из-за неправильного обращения. На панели управления имеется кнопка аварийной остановки.
12. Технические параметры электрической части:
1) Входная мощность и напряжение.
А) Входное напряжение: 380 В переменного тока, 3 фазы, 50 Гц.
Б) Контур управления: 220 В переменного тока, 1 фаза, 50 Гц.
2) Заземление:
Нейтраль ----------- прочно заземлено
3) Система электропитания, 380В переменного тока, 3-фазная, 50Гц, мощность (в зависимости от размера устройства)
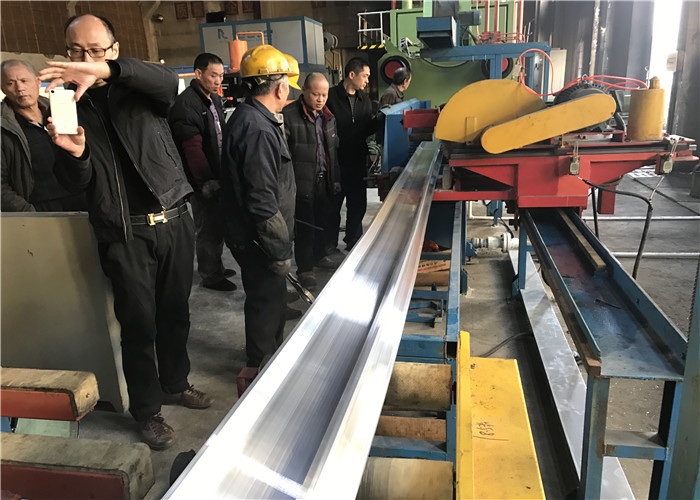
Клиенты используют наш экструдер для выдавливания магния:

Клиенты используют наш экструдер для сжатия алюминия:

Клиенты используют наш экструдер для выдавливания серебра:

Добро пожаловать на консультацию, наша техническая команда предоставит вам самое профессиональное и заботливое обслуживание!