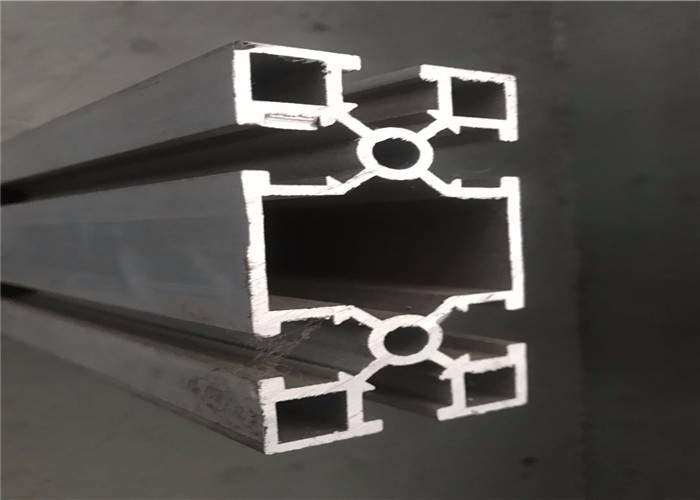
Алюминиевые экструдированные профили


- ruijia
- Цзянсу
- 20 дней
- 100 комплектов / месяц
Мы являемся профессиональным поставщиком оборудования для экструзии металла , Мы можем составить для вас целую программу , Вам нужно только предоставить следующую информацию:
1. Чертеж.
2. Требования к материалам продукта.
3. Использование продукта.
4. вывод.

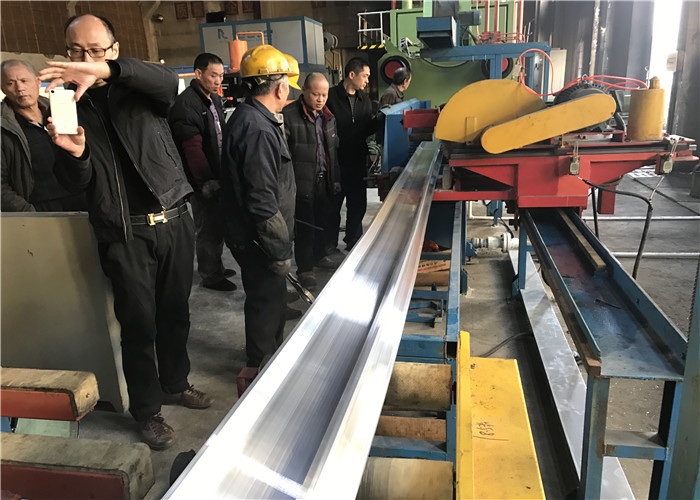
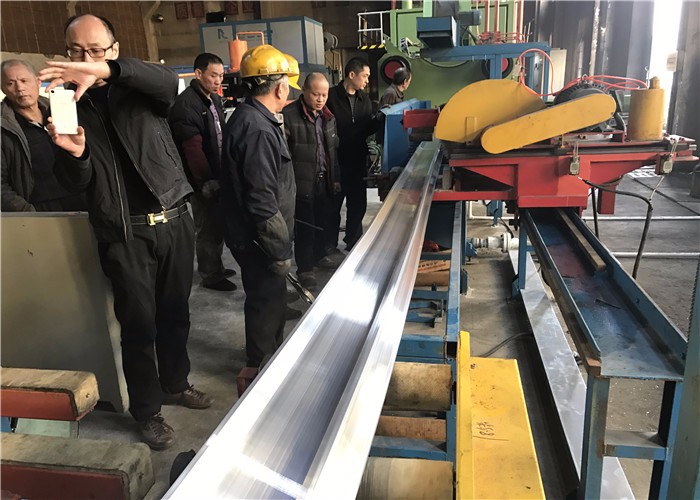
Введение в экструзионную машину:
узел главного цилиндра и узел передней балки экструдера соединены четырьмя натяжными колоннами Φ170 мм. Подвижная балка, отжимной цилиндр, шпиндельный питатель, устройство смены штампа, основные ножницы с автоматическим понижением давления и гидравлическое устройство приводятся в движение отжимным стержнем. Основание экструдера представляет собой сварную стальную конструкцию.
1. Главный цилиндр в сборе :
Главный цилиндр и боковая часть оснащены главными плунжерами одностороннего и двустороннего действия соответственно. Во втулках этих цилиндров используется медная втулка из материала 6-6-3 (с использованием процесса низкотемпературного монтажа), в то время как основной плунжер уплотнен V-образным кольцом и медной втулкой. Отрегулируйте зазор между фланцем и фланцем цилиндра, чтобы обеспечить точность уплотнения. Задний конец главного цилиндра оснащен большим напорным клапаном, чтобы рабочее масло могло беспрепятственно перетекать из бака в главный цилиндр, когда главный плунжер перемещается вперед. Главный цилиндр изготовлен из кованой стали № 35, а главный плунжер - из легированного чугуна и отполирован.
2. Узел передней балки и устройство для смены формы :
Передняя балка изготовлена из высококачественной литой стали 35 #. Седло пресс-формы имеет два рабочих положения: положение выдавливания и положение очистки. Скользящая в передней балке, приводится в действие гидроцилиндром двустороннего действия.
3. Состав основной подвижной балки и экструдированного стержня :
Экструзионный стержень прочно закреплен на переднем конце подвижной балки с помощью сальника нажимного стержня. Подвижная направляющая балки расположена плоско у нижней направляющей, а верхняя направляющая наклонена и поддерживается и направляется основанием во всем диапазоне хода.
4. Узел экструзионного цилиндра :
Узел экструзионного цилиндра состоит из рубашки выжимного цилиндра, резистивного нагрева и т.п. Направляющая экструзионного цилиндра использует нижнюю направляющую плоского типа, а верхняя направляющая - наклонного типа, которая поддерживается и направляется основанием во всем диапазоне хода, так что перемещение экструзионного цилиндра остается плавным. Экструзионный цилиндр приводится в действие двумя (или четырьмя) цилиндрами, встроенными в заднюю балку.
5. Ножницы :
Вертикальные ножницы устанавливаются внутри передней балки. Устройство набивки давления с приводом от цилиндра обеспечивает полное разделение давления и торца формы. Гидравлический цилиндр, приводящий в движение ножницы, находится на значительном расстоянии от экструзионного цилиндра, пресс-формы и других нагревательных элементов, поэтому уплотнения гидроцилиндра не нагреваются для обеспечения длительного срока службы.
6. Держатель :
Держатель прикреплен к основной раме экструдера. Он приводится в движение с помощью гидравлического цилиндра и поворот автоподстройки с механизмом поддержки блока клиновидным , чтобы гарантировать , что слитка остается в центре во время процесса загрузки.
7. Система нагрева прессованной трубки :
Экструзионный цилиндр нагревается внешним резистивным нагревательным элементом (линейным или кольцевым). Нагревательные элементы разделены на три группы и автоматически управляются по методу звезды и треугольника для поддержания точной рабочей температуры экструзионного цилиндра.
8. Гидравлическая система :
Гидравлическая мощность экструдера обеспечивается электрогидравлическим пропорциональным регулирующим плунжерным насосом и лопастным вспомогательным насосом для количественного анализа. Количество масла, подаваемого в главный насос, регулируется устройством предварительной настройки. Обратный клапан, разгрузочный клапан, предохранительный клапан, логический вентиль и централизованный блок клапаны станция используется , чтобы сформировать простую линию утечки масла избежать. Клапан серии Luo имеет преимущество управления высоким давлением и большим потоком без ударов. Все трубопроводы высокого давления изготавливаются из бесшовных стальных труб с торцевым фланцевым соединением с уплотнительным кольцом или резьбовым соединением с глубокой резьбой.
Всасывающий клапан (дроссельная заслонка) главного цилиндра установлен вне топливного бака, поэтому нет необходимости вентилировать топливный бак во время обслуживания.
9. Смазка :
Подвижная балка главного цилиндра и экструзионный цилиндр являются самосмазывающимися устройствами. Ножницы и основы форм смазываются вручную.
10. Охлаждение:
пластинчатый теплообменник может быть изменен в соответствии с требованиями заказчика или может быть установлено отдельное специальное оборудование для охлаждения масла, чтобы обеспечить соответствие температуры масла требованиям экструдера.


Мы можем сконфигурировать наиболее подходящую машину в соответствии с вашими требованиями к экструзии.
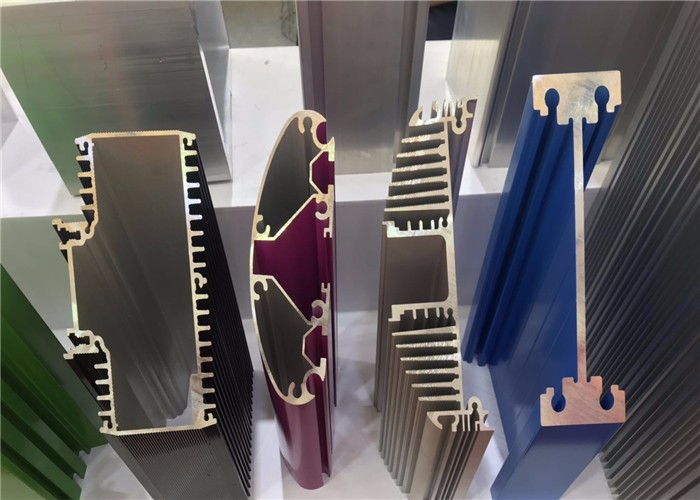
Дисплей готовой продукции из экструдированного алюминия: